







はじめに
EMSの導入では、全員参加が不可欠です。社員一人ひとりが当事者意識を持ち、自発的に動くことによってPDCAのサイクルが回りだし、環境活動が定着していきます。経営者によるトップダウンだけでなく、社員全員のボトムアップを図ることが、EMSをスムーズに構築・運用するコツといえるでしょう。しかし、日常業務と並行して環境活動するには、社員個々にかかる負担も少なくありません。その負担が大きければ、途中で活動が停滞するケースも出て来ます。こうした問題を乗り越え、全員参加による着実なEMSの構築を果たした(株)東亜理化学研究所の事例をご紹介します。
担当評価員:細谷 和丈
グリーン調達+PDCAのツールとして負担の少ないエコステージを選択
 東亜理化学研究所はガラスレンズ、プリズム、フィルターなど光学部品の開発・設計および光学ユニットの開発・組立を行っている光学系複合技術メーカーです(写真右:資料1-主力となる光学部品)。1960年に創立し、本社工場は東京都八王子市。従業員は、パート従業員を含め約50名。大手企業との取引も多く、難易度の高い試作品の受注を受けるなど、その技術力は高い評価を得てきました。
東亜理化学研究所はガラスレンズ、プリズム、フィルターなど光学部品の開発・設計および光学ユニットの開発・組立を行っている光学系複合技術メーカーです(写真右:資料1-主力となる光学部品)。1960年に創立し、本社工場は東京都八王子市。従業員は、パート従業員を含め約50名。大手企業との取引も多く、難易度の高い試作品の受注を受けるなど、その技術力は高い評価を得てきました。
同社が環境活動に取り組み始めたのは2007年。社内プロジェクトの一つとして、環境をテーマに取り上げたことがきっかけでした。当初は数名のグループで活動してきましたが、グリーン調達への対応が必要になったことに加え、経営強化のためにPDCAを根づかせたいという経営者の意向もあり、EMSの導入が検討されました。国内の認証制度を比較検討した結果、もっともも負担が少なく社員が取り組みやすいという理由からエコステージが選ばれ、同年3月に活動がスタートしました。
私はスタート時に、評価員として同社の社長、そして事務局担当者とも話し合いを重ねました。その中で、マネジメントシステムによって会社全体をレベルアップしたいという社長の強い思い、そして担当者の環境活動への意欲を感じました。環境管理責任者である技術部部長の須田勲氏は、こう振り返ります。
「たとえば化学物質管理においては、営業が各担当の取引先の要請に応えて調べていましたが、情報が一元管理できていない状態で、グリーン調達への対応は急務となっていました。その一方で、EMSを構築するには、人員を割いたり、経費がかかったり、負担が増えるのではないかという不安がありました。とくに社員にとって、『上からの命令でやらされる』という感覚で嫌々行うのでは、参加意欲も上がらず、普段の仕事にも影響を与える可能性もあります。それだけは絶対に避けたい。社員が前向きに取り組め、環境活動も楽しめるか、全社員の意欲を高めることを考え、評価員の方と相談しながら進めていきました」
ボトムアップを基本にしながら、紙の削減と化学物質管理システムに着手
私は、須田氏の意向を汲み、社員の方々のEMSへの抵抗感を払拭していただこうと、専門用語もなるべく分かりやすい言葉で表現し、ていねいにアドバイスをしていきました。
そして、社長も含め社員全員による話合いの場が設けられ、全員が取り組みやすいテーマは何かを議論し、その中から「紙の削減」と「グリーン調達への対応」が2本柱に選ばれ、活動が始まりました。いきなり高いハードルを掲げるのではなく、身近なテーマに絞ったことが、結果的に良かったと考えています。
紙の削減については、事務局が主導しながら、各部署でどうやったら削減できるか具体的なアイデアを考えさせるようにしました。 たとえば、製造部では梱包材に着目し、それまで捨てていた段ボールを無料で引き取ってくれる業者を探し出し、リサイクル化を進めました。総務部では、コピーするときは裏紙を使うことを徹底し、回覧資料や会議資料についてはPDF化して必要な部分を必要な枚数だけプリントするようにしていきました。このようにトップダウン形式ではなくボトムアップ形式が主体で、具体的なアイデアは社員自身が発案し、その取組みも発案者自身が実行するようにしました。
グリーン調達については、化学物質のデータをいかに一元管理し、情報共有を図るかが課題でした。
たとえば取引先企業から渡される図面には、RoHS指令の基準値だけでなくその企業独自の社内基準が示されていますが、企業によってその基準値がバラバラであるため、混乱しがちでした。そこで、図面にはナンバーだけを書き入れ、それに対応する管理基準を整理し、別表に表しました。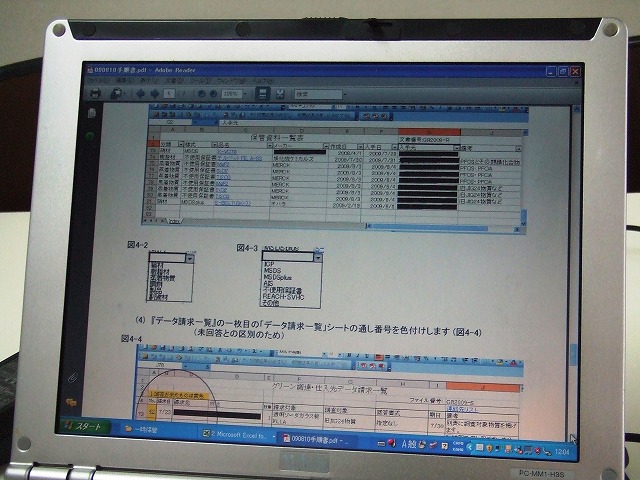 さらに、それらのデータをファイルサーバで管理し、社員であれば誰でもパソコンで見られるようにしました(写真右:資料2-パソコンによって化学物質データを一元管理)。この作業についてはかなり労力がかかるため、化学物質管理の担当者を新たに設けました。こうした仕組みを作ることで、化学物質の管理基準や調査依頼の進捗状況までわかりようになり、ペーパーレス化にも役立ちました。
さらに、それらのデータをファイルサーバで管理し、社員であれば誰でもパソコンで見られるようにしました(写真右:資料2-パソコンによって化学物質データを一元管理)。この作業についてはかなり労力がかかるため、化学物質管理の担当者を新たに設けました。こうした仕組みを作ることで、化学物質の管理基準や調査依頼の進捗状況までわかりようになり、ペーパーレス化にも役立ちました。
社員教育とローテーションによって、社内コミュニケーションも活性化
同社が特に力を入れたのが、社員教育です。
エコステージ導入以前から行っていた全員参加の安全衛生活動の中で、環境問題を幅広く捉えた教育を取り入れ、地球温暖化など普段気になっていることを述べ合い、それに関して社員自ら調べたり、行動するようにしていきました。
たとえば誰かが「駅から会社への道が汚かった」と発言すれば、 それに応じて最寄り駅までの清掃を行うなど、社会貢献的な美化運動も行われます(写真右:資料3-社員自ら清掃を行う、周辺地域の美化運動)。これは以前から行っていた活動ですが、エコステージ導入後には、「今月、誰が、何をしたか」という具体的な記録を集計し、環境活動の一つとして"見える化"し、参加意欲をより高めていきました。
それに応じて最寄り駅までの清掃を行うなど、社会貢献的な美化運動も行われます(写真右:資料3-社員自ら清掃を行う、周辺地域の美化運動)。これは以前から行っていた活動ですが、エコステージ導入後には、「今月、誰が、何をしたか」という具体的な記録を集計し、環境活動の一つとして"見える化"し、参加意欲をより高めていきました。
また、環境管理担当者や事務局担当者を毎期ローテーションしていったのも、同社の特徴です。通常は、馴れているスタッフの方が進めやすいので固定化しがちなものですが、同社では敢えて多くの社員に担当者になる機会を与え、当事者意識を高めていきました。
「楽しく取り組む」をモットーにする同社では、このように自ら考える機会を数多く作り、清掃活動では担当をジャンケンで決めるなど遊び心を持って、活動を進めていきました。そして、その活動が停滞気味になると、須田氏を中心に個別相談を行い、密なコミュニケーションによって乗り切ってきました。
 2009年から事務局の担当者を引き継いだ総務部の高橋奈美さんは、こう語ります。
2009年から事務局の担当者を引き継いだ総務部の高橋奈美さんは、こう語ります。
「環境活動と言われても、最初はピンと来なかったんですが、いざ自分が担当者になると環境のことについて考える習慣のようなものが身につき、環境活動も自然にできるようになりました。活動自体は小さなものですが、私もマイ箸運動を提案したり、社員アンケートによってエコキャップ運動を始めています(写真左:資料4-社員アンケートから始まったエコキャップ活動)。また、事務局では社員の意見調整やスケジュール調整が必要なので、頻繁に他部署と連絡を取るようになるのですが、それがきっかけで、以前より部署をまたいだいろんな人とのコミュニケーションが生まれるようになりました。顔を知っているけれど、そんな密に話したことのない人とも話し合える。環境活動の意外な副産物ですね」
PDCAのサイクルが根づき、品質管理も強化されISO9001を取得
2008年1月、全員参加によるEMSの構築を果たしたことが評価され、エコステージ1を取得しました。その後も環境活動は継続強化され、当初目標に掲げていた紙使用量の削減も着実に進みました(下図:資料5-紙使用量の推移)。

 化学物質管理についてはREACH規則もカバーし、調査件数は200を超え、パソコンを通じて社員全員が情報共有できるようになっています。
化学物質管理についてはREACH規則もカバーし、調査件数は200を超え、パソコンを通じて社員全員が情報共有できるようになっています。
また、エコスエージで構築したPDCAのしくみを基盤に、品質管理の向上にも取り組み、2010月10月にはISO9001を取得しました(写真右:資料6-エコステージ1認証に続き、ISO9001を取得)。さらに、2008年以降の経済停滞期においても、パート従業員のリストラは一切行わず、製造プロセスの重要な部分を担う蒸着のマシンを導入したり、従業員のための立体駐車場を敷地内に設けるなど、積極的に事業強化や環境整備を図っています。 エコステージを導入した効果について、同社取締役社長の堀将晴氏はこう語ります。
「紙使用量削減など目に見える効果だけではありません。たとえば、ISO9001に挑戦したときも、エコステージで社員自身がマネジメントシステムに馴れていたため、比較的スムーズに取得することができました。化学物質管理を徹底し、グリーン調達に対応できるようになり、取引先企業からの信頼を得られ、『東亜理化学研究所の製品なら信頼できる』というブランドづくりにも繋がっています。経営者にとっては、経営資源のどこにムダがあり、どこに負担があるかを見直すことができ、将来を見据えた設備投資を図ることができました。そして、何より会社が変わったな、と実感するのは、楽しみながらエコステージにチャレンジし、成し遂げたときの喜びや達成感を社員全員が感じたことで、部や課を超えた社員一丸となるパワーが生まれたことです。厳しい時代になるほど、こうした一体感あるパワーは重要です。今後は、正社員だけでなくパート従業員にも参加を促し、さらにこの活動を広げていきたいですね」
難しく考えられがちな環境活動も「楽しく取り組む」姿勢で臨み、社員全員が身近な問題から一歩一歩解決し、その過程でEMSの本質を理解する。東亜理化学研究所のケースは、多くの企業に有意義なヒントと勇気を与える事例といえるでしょう。エコステージでは、今後も企業の悩みに応え、それぞれに合ったEMSの構築をサポートしてまいります。
※事例内容は2011年2月時点の情報です。











 ecozenkoku@ecostage.org
ecozenkoku@ecostage.org